
全球最大单套芳烃装置反渗透系统的运维分享
姚哲超 褚永泉欧美新材2025年04月18日 10:01浙江
业绩概况
浙江省某石化领军企业率先采用燃料油为原料,建成了调试期内全球单套规模最大的芳烃生产装置,年产能达210万吨。该企业的水岛项目分为三期建设,水源为园区工业水厂产水+本厂清净下水,系统总处理能力14.3万吨/天,环保排放要求达到GB18918-2002一级A标准。

工艺系统描述
进水水质
原水由工业水厂产水和本厂清净下水构成,水中悬浮物、细菌、微生物等有机物含量较高。为满足反渗透进水水质要求,需要向预处理系统投加聚合氯化铝、杀菌剂等水处理化学品,从而降低原水中的浊度和细菌含量。
工艺流程
一期系统:原水自管网输入,依次经过高效纤维过滤器、网式过滤器进行初步过滤,随后进入超滤装置,超滤产水存入超滤产水箱,再经一级RO处理。部分浓水输送至含盐污水系统,产水进入中间水池。中间水池的水继续通过阳床、阴床、混床的深度处理,最终存入除盐水箱。
二期、三期系统:过滤水首先进入一级RO,产水存入一级RO产水箱,经二级RO增压泵加压后进入二级RO处理,二级RO产水存入二级RO产水箱,再由中间水泵输送。一级RO的浓水进入浓水RO水箱,经浓水RO增压泵加压后进入浓水RO处理,部分浓水排至含盐污水系统,产水则与二级RO产水共同进入后续的混床处理,最终存入除盐水箱。
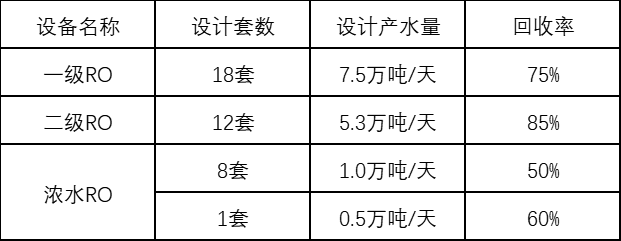
设备参数
运维前系统问题排查及分析
保安过滤器问题排查
拆开浓水RO保安过滤器后,发现内璧有大量土黄色污染物附着,导致过滤器压差上升快滤芯更换频繁,严重影响系统运行效率,见下图:

反渗透系统问题排查
任意拆开二期一级RO一段膜壳进水端,在膜元件进水端面积聚了部分机械杂质及大量的黄色滑腻的污染物,并伴有强烈的腥臭味,导致系统污堵速度快、清洗频繁,且清洗后难以恢复。见下图:



垢样分析
对保安过滤器内璧和RO膜端面污垢的分析,污垢的来源主要是前期预处理絮凝剂过量,致使系统遭受严重铝胶体污堵。
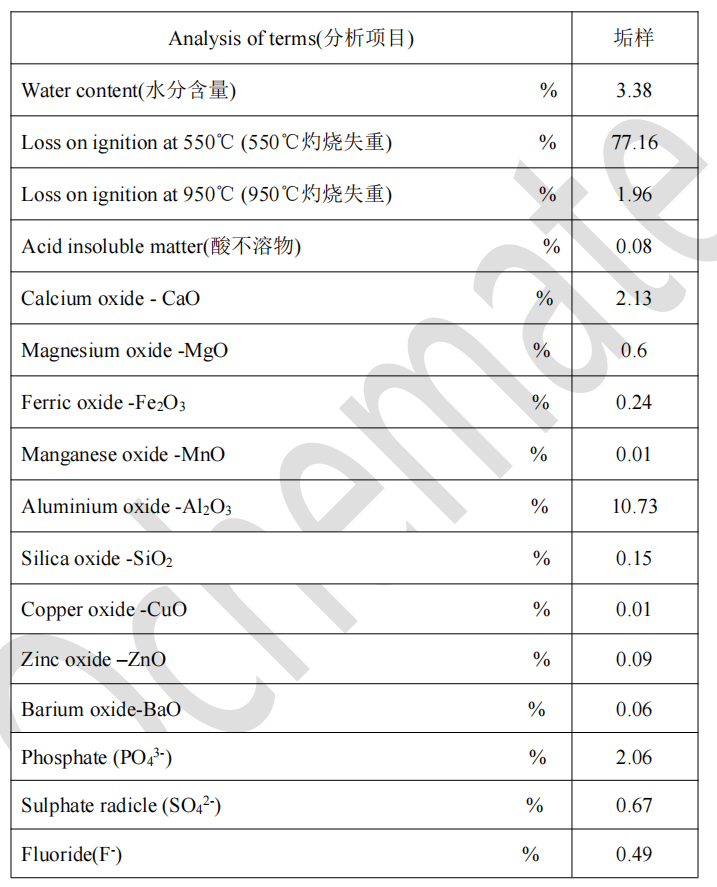
垢样分析表
处理方案及现场保运措施
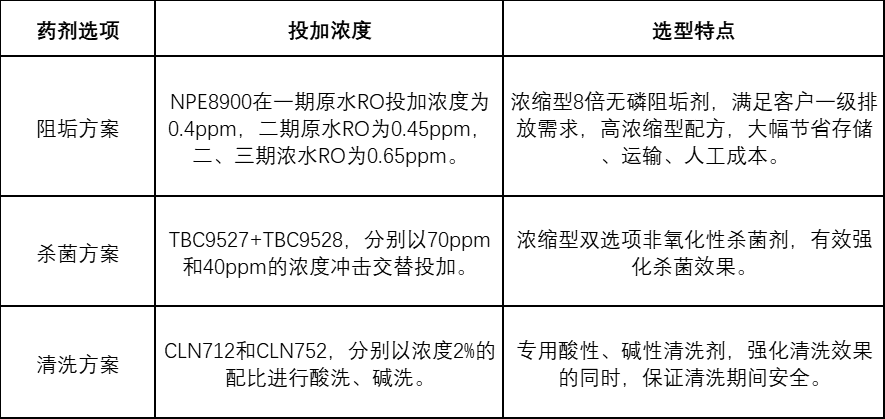
针对系统出现的问题,Ochemate公司采用阻垢剂+杀菌+清洗方案为客户解决问题。具体实施方案如下:


现场水质跟踪与改善措施
考虑预处理可能残留铝胶体问题,为全面分析原水水质情况,在处理初期我司依托公司省级研发中心的专业分析能力,帮助客户持续检测原水水质,监测项目涵盖铝、铁、锰、二氧化硅等,根据分析结果,为客户提供科学合理的原水预处理调整建议,以优化进水水质。
现场设备的排查与建议
通过对保安过滤器内部的真实情况与效果的排查,发现滤芯压紧装置松动,建议客户对保安过滤器进行维修,改善其截留效果。同时在查看浓水RO原水箱内壁情况后,建议客户在检修期间对原水箱进行全面清理及杀菌,防止历史残留物对RO系统造成二次污堵的情况。
现场倒膜清洗
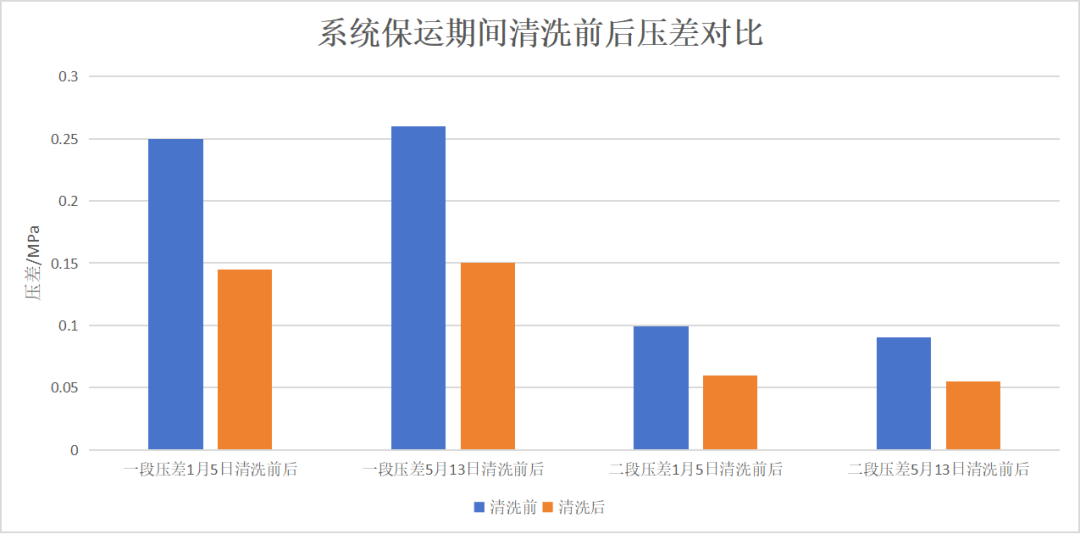
将一段污堵严重的第一支膜和二段最后一支膜的调换,配好使用我司专用清洗剂Ochemate®欧楷美®CLN712和Ochemate®欧楷美®CLN752进行清洗,显著优化在线清洗效果。清洗后,系统压差、通量恢复至上一年度离线清洗后状态,保障系统稳定运行。详见下面图表清洗效果对比:

运维总结
Ochemate团队开发的水处理解决方案不仅圆满达成环保目标,更显著提升了系统运行效率——清洗周期延长,药剂消耗降低,节水率提高,人工维护成本同步减少。这些创新举措为装置长周期稳定运行提供了可靠保障,其综合效益已获得客户的高度认可。

